

【導(dǎo)讀】眾所周知,熔覆可以改善金屬零件的抗磨損和抗腐蝕性。雖然傳統(tǒng)的電弧焊和基于激光的方法是經(jīng)濟(jì)上可行的工藝,并能帶來不錯(cuò)的性能,但在熔覆過程中仍然有可能形成碳化物晶粒,從而會(huì)影響熔覆層的機(jī)械強(qiáng)度和壽命。本文介紹了一種新的自動(dòng)化的激光工藝,能避免碳化物晶粒的形成,并探討了新一代光纖激光器如何讓該工藝不受背反射的影響。
傳統(tǒng)激光熔覆的特點(diǎn)
簡單地說,熔覆材料以粉末或絲狀的形式被引入到零部件的表面,隨后用激光器來選擇性地將這種材料和基材溶化到非常小的深度,以融合這兩種材料。
相比電弧焊和熱噴涂方法,激光熔覆具有幾個(gè)優(yōu)勢(shì)。具體來說,對(duì)熱量進(jìn)行精準(zhǔn)而有限的應(yīng)用,可以將零部件的熱變形控制在最小比例甚至不會(huì)產(chǎn)生熱變形,從而免去了后續(xù)處理中再加工的需要。同時(shí),激光熔覆也會(huì)讓沉積材料和基體材料產(chǎn)生很少的混合(稀釋),在熔覆層和基材之間產(chǎn)生真正牢固的冶金結(jié)合。
然而,幾位研究人員注意到,有時(shí)候在激光熔覆過程中發(fā)生的材料快速冷卻,會(huì)產(chǎn)生結(jié)合缺陷,并在熔覆層中產(chǎn)生一些孔隙,從而導(dǎo)致晶?;蚱渌愘|(zhì)顯微結(jié)構(gòu)的形成。這些結(jié)構(gòu)的特殊性質(zhì)高度依賴于精確的激光工藝參數(shù)與采用的熔覆材料,他們還觀察到裂縫、孔隙和各種柱狀和帶狀晶粒結(jié)構(gòu)的存在。每一個(gè)這樣的結(jié)構(gòu)都會(huì)影響熔覆層的壽命和有效性。例如,熔覆層裂紋會(huì)為腐蝕提供溫床,甚至可能會(huì)貫通熔覆層直至基體。晶粒或其他微觀結(jié)構(gòu)會(huì)影響熔覆層的機(jī)械性能,并且已經(jīng)被證明在某些情況下會(huì)降低熔覆層的抗拉強(qiáng)度。
優(yōu)化熔覆工藝
對(duì)各種工藝參數(shù)的影響進(jìn)行了研究,如激光功率、激光光束掃描速度、送料速度和熔覆材料的精確配方。通過適當(dāng)?shù)乜刂七@些因素,可以將不良的熔覆微觀結(jié)構(gòu)的形成降至最低甚至避免這些瑕疵。具體地說,可以通過以下方法來創(chuàng)建高性能的熔覆系統(tǒng),包括精確地模擬熔覆過程、優(yōu)化熔覆材料,并在之后仔細(xì)控制熔覆工藝流程以重現(xiàn)計(jì)算結(jié)果。
Kthener Spezialdichtungen GmbH(KSD,德國Kleinwülknitz)開發(fā)了一種“激光材料快速制造系統(tǒng)(Rapid Laser Materials Manufacturing,R:LM2)”。該系統(tǒng)由三個(gè)主要功能元件組成,即混料系統(tǒng)、迷你熔化爐和沉積控制系統(tǒng)(圖1)。
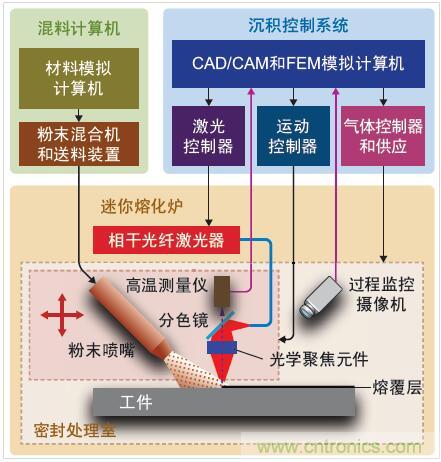
圖1:KSD的“激光材料快速制造系統(tǒng)”的主要功能元件示意圖
混料系統(tǒng)包含幾種不同的熔覆粉末以及配備了材料模擬軟件的計(jì)算機(jī)。迷你熔化爐包括光纖激光器和密封處理室,而后者包含光學(xué)聚焦元件、送粉噴嘴、運(yùn)動(dòng)系統(tǒng)、高溫測(cè)量儀及過程監(jiān)控?cái)z像機(jī)。沉積控制系統(tǒng)配置了運(yùn)行著CAD/CAM軟件和有限元方法(FEM)模擬軟件的計(jì)算機(jī)。
R:LM2 通過對(duì)一組有限的金屬粉末進(jìn)行各種組合后來創(chuàng)建不同的熔覆層。為了根據(jù)給定的應(yīng)用來選出合適的配方,需要將客戶的要求輸入到該系統(tǒng)中,包括熔覆層所需的機(jī)械性能和化學(xué)性能(如耐腐蝕性)。然后,材料模擬程序使用相圖來計(jì)算出能滿足性能要求的熔覆材料的最佳組合。
然后,沉積控制系統(tǒng)中的FEM模擬軟件接收到這個(gè)配方,并確定好熔覆工藝參數(shù),包括送粉速度、激光功率、氣體成分、需要的工藝溫度,以獲得最佳效果。在密封處理室中,金屬粉末通過噴嘴被噴涂到工件上,然后用激光熔化。熔覆區(qū)域的具體形狀由噴嘴和激光光束的運(yùn)動(dòng)軌跡來確定,主要是通過沉積控制系統(tǒng)中的CAD/CAM軟件來控制。沉積控制系統(tǒng)通過過程攝像機(jī)來監(jiān)控熔覆區(qū)域的尺寸和位置,并用高溫測(cè)量儀來監(jiān)控溫度,必要的時(shí)候調(diào)整參數(shù)以獲得預(yù)期的效果。R:LM2系統(tǒng)還能嚴(yán)密控制密封處理室中的氣體。這對(duì)于實(shí)現(xiàn)均勻、重現(xiàn)性好的熔覆是至關(guān)重要的。
相比傳統(tǒng)的激光熔覆,用R:LM2 系統(tǒng)打造的熔覆展現(xiàn)出非常精細(xì)的碳化物晶粒結(jié)構(gòu)。這些涂層都不含孔隙或裂縫,并且可以達(dá)到 68 HRC的硬度級(jí)別。此外,該系統(tǒng)還有望顯著降低熔覆成本,因?yàn)樽畛R姷膫鹘y(tǒng)熔覆材料都很昂貴,例如鎳合金、碳化鎢和因科鎳合金(Inconel)。而R:LM2 所具有的復(fù)雜模擬和精準(zhǔn)沉積能力,使其在使用成本較低的有色合金組合時(shí)也能讓熔覆層在抗腐蝕和耐磨性等方面實(shí)現(xiàn)同樣的效果。另外,該系統(tǒng)大大減少了復(fù)雜零部件的加工周期。
光纖激光器的考量
光纖激光器對(duì)于實(shí)現(xiàn)R:LM2 工藝的要求來說是一個(gè)理想的選擇,因?yàn)樗鼈兡芴峁┧璧母咻敵龉β剩s800W)和近紅外(NIR)波長,而且相比其他類型的激光器,如閃光燈泵浦的脈沖Nd:YAG激光器,光纖激光器的操作成本較低,保養(yǎng)周期更長。
在基于單管激光二極管泵浦的第一代光纖激光器中,數(shù)量眾多的所有泵浦組件通常被融合在一起,以實(shí)現(xiàn)最大的穩(wěn)定性。雖然這種方法一般來說具有很高的穩(wěn)健性,但是特別容易受到來自目標(biāo)材料的背反射的影響。因此,在處理反射型金屬時(shí),如銅和黃銅,必須使用某種類型的光隔離器。此外,融合組件(有時(shí)包括最終的傳輸光纖) 的使用意味著這些激光器不能現(xiàn)場維修。因此,如果任何組件稍有損壞,都必須將整個(gè)激光器運(yùn)回工廠進(jìn)行更換。
相干(Coherent)對(duì)光纖激光器的設(shè)計(jì)使用了創(chuàng)新的模塊化方法,主要是基于半導(dǎo)體激光器線陣(Bar),而不是激光單管(Single Emitter),來作為泵浦源。使用由分立式光學(xué)元件組成的光束組合器將這些泵浦線陣發(fā)射的光引入到增益光纖中。這個(gè)光束組合器還能校準(zhǔn)增益光纖輸出的光束,然后其他光學(xué)元件將其有效地耦合到最終的傳輸光纖中。
光束組合器的幾何形狀能阻止背反射進(jìn)入泵浦二極管激光線陣,再加上沒有易損壞的接合,使得這種設(shè)計(jì)不會(huì)受到背反射的影響(圖2)。
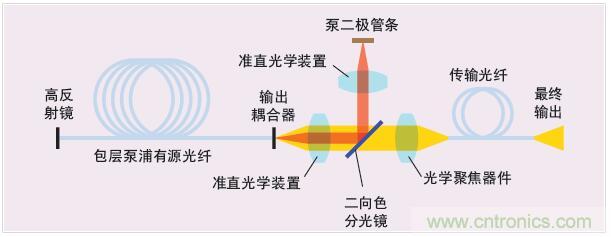
圖2:通過在泵浦光耦合和激光提取中使用自由空間光學(xué)元件,這種光纖激光器不會(huì)受到背反射的影響,并且可以很容易地進(jìn)行現(xiàn)場維修。
這種模塊化的方法還能實(shí)現(xiàn)極具靈活性的現(xiàn)場維護(hù),因?yàn)樗棺罱K用戶能夠在短短幾分鐘內(nèi)交換傳輸光纖。此外,其他的模塊化組件,例如泵浦二極管線陣,甚至是增益光纖,全部都可以在必要的情況下進(jìn)行現(xiàn)場更換。
KSD公司在使用傳統(tǒng)結(jié)構(gòu)的光纖激光器后發(fā)現(xiàn)有可靠性方面的問題,于是改為使用相干的HighLight 1000FL 1kW光纖激光器。這消除了他們?cè)?jīng)歷過的由背反射原因引起的操作難題。
應(yīng)用
現(xiàn)在,KSD公司使用R:LM2 系統(tǒng)對(duì)工業(yè)水龍頭的墊片以及滑環(huán)或旋轉(zhuǎn)密封件的滾道承重面(圖3)進(jìn)行熔覆。這種密封元件用于回轉(zhuǎn)泵、潛水泵或螺旋給料機(jī)。用于安全或控制配件的墊圈必須能承受極端的應(yīng)力,如空蝕或流體流動(dòng)磨損。它們一般在-255°至650°C的溫度范圍內(nèi)工作,需要與研磨介質(zhì)一起使用,沖數(shù)大于100,000/年。軸承表面需要在400,000千米/年的移動(dòng)速度下與具有研磨性或膠粘性的高粘度介質(zhì)一起工作。到目前為止,使用R:LM2 工藝制造的全鐵合金熔覆層已經(jīng)被證明能有效勝任這些應(yīng)用。

圖3:使用R:LM 2系統(tǒng)在滑環(huán)上熔覆鐵錳鉻(FeMnCr)奧氏體硬質(zhì)合金。
KSD公司也在研發(fā)通過借助R:LM2 技術(shù)實(shí)現(xiàn)3D零件的激光增材制造方面的應(yīng)用。通常情況下,首先將相對(duì)較?。?00微米)的材料層在零件壁上沉積下來形成條狀,然后再填充這些條狀之間的縫隙。
在這種工藝中,粉末利用率為70~80%,最終零件的尺寸精度在0.2~0.3毫米范圍內(nèi)。這樣的尺寸精度比傳統(tǒng)的粉床法要低大約10倍,但是就像選擇性激光熔化那樣,最終的零件尺寸可以通過機(jī)械后加工來迅速獲得。在這種情況下,R:LM2方法的獨(dú)特優(yōu)點(diǎn)就是,借助混料計(jì)算機(jī)可以加工并沉積各種材料,具有很高的靈活性。
總而言之,一種新型的自動(dòng)化激光熔覆系統(tǒng)簡化了這個(gè)工藝,并且通過使用成本較低的有色金屬合金讓熔覆更為經(jīng)濟(jì)。光纖激光源的使用使得該工藝能不受背反射的影響,并且也更容易維護(hù),這應(yīng)該能幫助激光熔覆和激光增材制造被更廣泛的受眾所接受。


