
【導(dǎo)讀】借助晶圓級(jí)芯片級(jí)封裝,介入性檢測(cè)、醫(yī)學(xué)植入體、一次性監(jiān)護(hù)儀等便攜式醫(yī)療設(shè)備的設(shè)計(jì)師可以減小尺寸、降低功耗需求。
在醫(yī)療設(shè)備設(shè)計(jì)領(lǐng)域,一個(gè)重要趨勢(shì)是提高這些 設(shè)備的便攜性,使其走近病人,進(jìn)入診所或病 人家中。這涉及到設(shè)計(jì)的方方面面,尤其是尺 寸和功耗。晶圓級(jí)芯片級(jí)封裝(WLCSP)的運(yùn)用 對(duì)減小這些設(shè)備電子組件的尺寸起到了極大的助推作用。
此類新型應(yīng)用包括介入性檢測(cè)、醫(yī)學(xué)植入體和一次性便攜 式監(jiān)護(hù)儀。但是為了最大限度地發(fā)揮出WLCSP封裝在性能 和可靠性方面的潛力,設(shè)計(jì)師必須在印刷電路板(PCB)焊 盤圖形、焊盤表面和電路板厚度的設(shè)計(jì)方面貫徹最佳實(shí)踐 做法。
晶圓級(jí)芯片級(jí)封裝是倒裝芯片互聯(lián)技術(shù)的一個(gè)變體(圖1)。 在WLCSP中,芯片活性面采用反轉(zhuǎn)式設(shè)計(jì),通過(guò)焊球連接 至PCB。一般地,這些焊球的尺寸足夠大(0.5 mm間距,回 流前為300 μm,0.4 mm間距,回流前為250 um),無(wú)需倒裝 互聯(lián)技術(shù)所需要的底部填充。該互聯(lián)技術(shù)有多個(gè)優(yōu)勢(shì)。
圖1. WLCSP封裝
首先,由于消除了第一級(jí)封裝(塑封材料、引腳架構(gòu)或有機(jī) 基板),因而可以節(jié)省大幅空間。例如,一個(gè)8引腳WLCSP 所占電路板面積僅相當(dāng)于一個(gè)8引腳SOIC的8%。其次,由 于消除了標(biāo)準(zhǔn)塑封中使用的線焊和引腳,因而可以減小電 感,提高電氣性能。
另外,由于消除了引腳架構(gòu)和塑封材料,因而可以減輕重 量,降低封裝厚度。無(wú)需底部填充,因?yàn)榭梢允褂脴?biāo)準(zhǔn)表 貼(SMT)組裝設(shè)備。最后,低質(zhì)芯片在焊錫固化期間具有 自動(dòng)對(duì)齊特性,有利于提高裝配成品率。
封裝結(jié)構(gòu)
WLCSP在結(jié)構(gòu)上可分為兩類:直接凸點(diǎn)和再分配層(RDL)。
直接凸點(diǎn)WLCSP包括一個(gè)可選的有機(jī)層(聚酰亞胺),充當(dāng) 芯片活性面的應(yīng)力緩沖層。聚酰亞胺覆蓋著芯片上除焊盤 周圍開口之外的所有區(qū)域。該開口上噴涂有或鍍有一層凸 點(diǎn)下金屬(UBM)。UBM由不同的金屬層疊加而成,充當(dāng)擴(kuò) 散層、阻擋層、浸潤(rùn)層和抗氧化層。將焊球滴落(這是其稱 為落球的原因)在UBM上,并經(jīng)回流形成焊接凸點(diǎn)(圖2)。
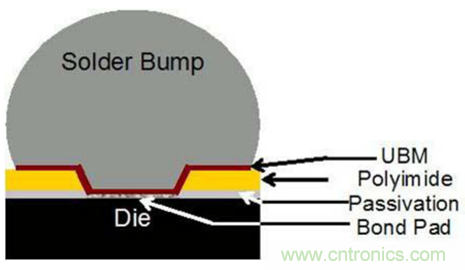
圖2. 直接凸點(diǎn)WLCSP
運(yùn)用RDL技術(shù),可以把針對(duì)線焊設(shè)計(jì)的芯片(焊盤沿外圍排 列)轉(zhuǎn)換成WLCSP。與直接凸點(diǎn)不同,這類WLCSP采用了 兩個(gè)聚酰亞胺層。第一個(gè)聚酰亞胺層沉淀在芯片上,使焊 盤保持開放。然后噴涂或鍍上一層RDL,把外圍陣列轉(zhuǎn)換 成面積陣列。然后,構(gòu)造工藝與直接凸點(diǎn)相同,包括第二 層聚酰亞胺、UBM和落球(圖3)。

圖3. 再分配層(RDL) WLCSP
落球后則是晶圓背面研磨、激光打標(biāo)、測(cè)試、分離及卷帶和 卷盤。在背面研磨工序之后,還可選擇施用背面層壓板, 以減少切割時(shí)造成的芯片脫離問(wèn)題,簡(jiǎn)化封裝處理工作。
最佳PCB設(shè)計(jì)實(shí)踐
電路板設(shè)計(jì)的關(guān)鍵參數(shù)為焊盤開口、焊盤類型、焊盤表面 和電路板厚度?;贗PC標(biāo)準(zhǔn),焊盤開口等于UBM開口。 對(duì)于0.5 mm間距WLCSP,典型焊盤開口為250 μm,0.4 mm 間距WLCSP為200 μm(圖4)。
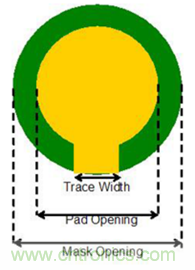
圖4. 焊盤開口
阻焊層開口為100 μm與焊盤開口之和。走線寬度應(yīng)小于焊 盤開口的三分之二。增加走線寬度可以減少焊接凸點(diǎn)的支 柱高度。因此,維持正確的走線寬度比對(duì)于確保焊點(diǎn)可靠 性也很重要。對(duì)于電路板制造來(lái)說(shuō),表貼裝配使用兩類焊 盤圖形(圖5):
非阻焊層限定(NSMD):PCB上的金屬焊盤(I/O裝在其 上)小于阻焊層開口。
阻焊層限定(SMD): 阻焊層開口小于金屬焊盤。

圖5. 焊盤類型
由于銅蝕刻工藝比阻焊開口工藝有著更加嚴(yán)格的控制,因 此NSMD比SMD更常用。NSMD焊盤上的阻焊開口比銅焊 盤大,使焊錫可以依附于銅焊盤四周,從而提高焊點(diǎn)的可 靠性。
金屬焊盤上的表層對(duì)裝配成品率和可靠性都有著深刻的影 響。采用的典型金屬焊盤表面處理工藝為有機(jī)表面防腐 (OSP)和無(wú)電鍍鎳浸金(ENIG)兩種。金屬焊盤上OSP表層的 厚度為0.2 μm至0.5 μm。該表層會(huì)在回流焊工序中蒸發(fā),焊 料與金屬焊盤之間會(huì)發(fā)生界面反應(yīng)。
ENIG表層由5 μm的無(wú)電鍍鎳和0.02 μm至0.05 μm的金構(gòu)成。 在回流焊過(guò)程中,金層快速溶解,然后,鎳和焊料之間會(huì) 發(fā)生反應(yīng)。非常重要的是,要使金層的厚度保持在0.05 μm 以下,以防形成脆性金屬間化合物。標(biāo)準(zhǔn)的電路板厚度范 圍在0.4 mm至2.3 mm之間。選擇的厚度取決于已填充系統(tǒng)組件的魯棒性。較薄的電路板會(huì)導(dǎo)致焊接接頭在熱負(fù)載條 件下的剪切應(yīng)力范圍、爬電剪切應(yīng)變范圍和爬電應(yīng)變能量 密度范圍變小。因此,較薄的積層電路板會(huì)延長(zhǎng)焊接接頭 的熱疲勞壽命。
測(cè)試和評(píng)估
結(jié)合前述變量,WLCSP的可靠性通過(guò)對(duì)器件進(jìn)行加速壓力 測(cè)試來(lái)評(píng)估,此類測(cè)試包括高溫存儲(chǔ)(HTS)、高加速壓力 測(cè)試(HAST)、高壓鍋測(cè)試、溫度循環(huán)、高溫工作壽命測(cè)試 (HTOL)和無(wú)偏高加速壓力測(cè)試(UHAST)。除了熱機(jī)械誘導(dǎo) 性壓力測(cè)試以外,還要進(jìn)行墜落、彎曲等機(jī)械測(cè)試。
HTS測(cè)試旨在確定在不施加任何電應(yīng)力的情況下,高溫條 件下長(zhǎng)期存儲(chǔ)對(duì)器件的影響。該測(cè)試評(píng)估器件在高溫條件 下的長(zhǎng)期可靠性。典型測(cè)試條件為在150°C和/或175°C下持 續(xù)1000小時(shí)。實(shí)施測(cè)試時(shí)要把器件暴露在指定環(huán)境溫度之 下,并持續(xù)指定的時(shí)長(zhǎng)。
推薦閱讀:

