
【導讀】柔性線路板(FPC)以其重量輕、配線密度高、厚度薄等特點,被廣泛應用于電子產(chǎn)品中。FPC表面有一層樹酯薄膜,起到線路保護和阻焊等的作用,是 FPC 產(chǎn)品重要的組成部分,因其主要成分為聚酰亞氨(Polyimide,PI),故在該領域又被稱之為 PI 覆蓋膜。
它是一種分子主鏈上含有酰亞胺環(huán)狀結構的耐高溫聚合物,在高溫下具有突出的介電性能、機械性能、耐輻射性能和耐磨性能等,被廣泛應用于航空、兵器、電子、電器等精密電子領域。
在 FPC 的實際生產(chǎn)過程中,因工藝過程需要,需在 PI 覆蓋膜表面涂布一層半固化態(tài)的環(huán)氧樹酯粘合劑,在粘合劑表面貼一層離型紙以保護粘合劑不被污染,因此用于 FPC 的 PI 覆蓋膜已不只是一種單組分的材料,它至少是含有兩種化學材料的復合薄膜(如圖 1)。
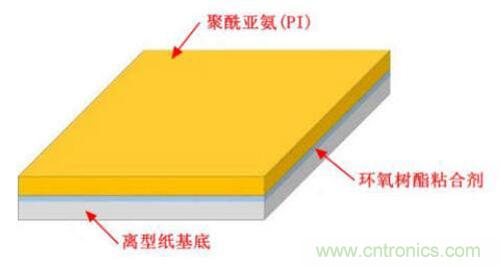
圖1.PI覆蓋膜結構
PI 覆蓋膜在與 FPC線路層貼合前,需根據(jù)線路設計要求,在相應位置切割大小、形狀不同的窗口(行業(yè)內(nèi)亦稱為PI膜開窗)。在過去很長一段時間,PI膜的切割主要用傳統(tǒng)的模切方式實現(xiàn),該工藝存在加工精度低、制造成本高等問題,且隨著電子電路設計向小型化和高密度化發(fā)展,傳統(tǒng)的模切方式已日漸不能滿足設計的要求。
利用激光進行PI 覆蓋膜切割,不僅切割精度高,還可省去高額的模具費用,產(chǎn)品合格率亦高,能夠大大降低生產(chǎn)成本,提高產(chǎn)品質(zhì)量;激光采用的是無接觸式加工,如激光光源的選型以及工藝方法得當,則不會對加工材料造成如模切方式產(chǎn)生的拉伸變形、壓傷等損傷;因激光的聚焦光斑僅有幾十微米,能夠?qū)崿F(xiàn)高密度線路和微孔的加工,這一優(yōu)勢正迎合了電路設計的發(fā)展步伐,是PI 覆蓋膜開窗最理想的加工工具。
目前,用于 PI覆蓋膜切割的激光器主要為納秒級的全固態(tài)紫外激光器,其波長一般為355nm,單光子能量約為 3.5EV,在PI的化學鍵結構中,C-C 鍵和C-N鍵的化學鍵的鍵能約為3.4EV,略低于355nm波長紫外激光的單光子能量,當該波長的紫外激光作用在材料上時,可直接將這兩種化學鍵打斷,這亦是紫外激光能夠切割PI材料的原因。雖然紫外激光相較于傳統(tǒng)的模切方式更前進了一步,但在實際應用過程中仍存在一些問題:1.紫外激光的光子能量在達到或高于材料化學鍵的鍵能的同時,其能量密度亦達到材料的熱損傷閾值,當激光與材料相互作用時,已不僅只是光化學作用,還存在光熱轉換及傳遞過程,隨著熱量的產(chǎn)生和積累,材料溫度不斷上升,研究表明,當 PI 材料溫度高于600℃時,相對于 C元素,N和O兩種元素的比例會不斷減小,最終材料中主要以C元素為主,即材料發(fā)生碳化,碳化的材料極易造成線路間的短路,尤其是微短路,不僅給產(chǎn)品維修檢測帶來很大困難,而且影響產(chǎn)品合格率,雖然在實際應用過程中可通過優(yōu)化工藝參數(shù)減小碳化的程度,但仍難做到絕對的保障,圖2 為使用紫外激光器通過優(yōu)化工藝參數(shù)做的厚度分別為 0.5mil和1mil的 PI膜開窗的圖例,在 50 倍放大狀態(tài)下,仍可見有輕微碳化現(xiàn)象;2.目前市面上的紫外激光器的脈沖寬度均為納秒級別,其單個脈沖持續(xù)時間為10^-9S,根據(jù)材料吸收激光能量轉化為熱能的擴散距離公式 L = [4Dt]^1/2,其中 D為材料熱擴散率,t為激光脈沖寬度,由此可知當材料一定時,激光脈沖寬度越大,激光產(chǎn)生的熱能在材料上的擴散距離越大,也就是說對材料的熱損傷越大,當在加工高密度孔時,極易導至孔與孔之間 PI材料的熱變形,甚至是熔斷;3.現(xiàn)在市面上主流的紫外激光器為全固體結構,該類激光器普遍存在長期工作不穩(wěn)定、需做周期性調(diào)校的缺陷,在實際應用中不僅影響生產(chǎn)效能,而且維護成本較高。

圖2.紫外激光 PI 膜開窗(左圖為 0.5mil 厚,右圖為 1mil厚)
皮秒光纖激光器是在超快激光基礎上開發(fā)出的新一代激光器,尤其是近年來光纖器的研制成功,標志著激光技術的一次飛躍進步,與固體納秒激光相比,皮秒光纖激光器具有以下優(yōu)點:1.激光脈沖寬度更窄,僅為 10^-12S,從上述材料吸收激光能量轉化為熱能的擴散距離公式可知,這將大大減小激光加工材料時的熱擴散距離,降低激光對材料的熱損傷;2.因脈沖寬度變窄,激光單脈沖峰值功率成倍增加,提升了激光加工材料的能力;3.光纖激光器以細小的光纖作為激光的傳輸和放大介質(zhì),與固體放大結構相比,不僅工作穩(wěn)定,免除了周期性的調(diào)校工作,降低了維護成本,而且結構小巧,制造成本相對較低。表1是量澤激光公司研制的光纖器與目前市面上主流的納秒級固體紫外激光器的參數(shù)對照:
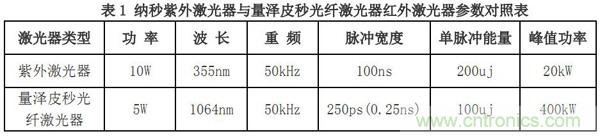
激光切割材料有兩種實現(xiàn)方式, 一種是光化學原理, 利用激光單光子能量達到或超過材料化學鍵鍵能,通過打斷材料某些化學鍵來實現(xiàn)切割,上述紫外激光切割 PI覆蓋膜則用的是這種原理;另一種是光物理原理,即當一定能量的激光照射在材料上時,一部分激光光子會被材料分子吸收,材料分子吸收了激光光子,其能級將發(fā)生躍遷,稱之為分子運動,而材料的分子運動將產(chǎn)生熱,即將吸收的光能轉化為熱能,當材料分子的熱能聚集達到其氣化閾值時,材料分子將脫離原來的位置,使分子鏈斷裂,最終將材料在激光吸收位置分割為兩個部分,從而實現(xiàn)激光對材料的切割。1064nm紅外波長激光的單光子能量約1.2EV,小于大多數(shù)材料的化學鍵鍵能, 因此紅外波長激光加工材料的機理一般為光物理原理。 從對照表上可以看出,雖然量澤皮秒光纖激光器的功率僅為納秒激光器的1/2,但脈沖寬度卻只有納秒的 1/400,峰值功率達到納秒激光的10倍。從上述激光作用于材料時熱能的擴散距離公式可知,相對于同種材料,激光脈沖寬度越窄,激光熱能的擴散距離就越小,材料中能量吸收與能量擴散之間的比例就越大,材料溫度上升速度就越快,在獲取相同熱能下所需的時間越短,激光在材料上的熱作用時間也越短,對材料的熱損傷就越小;同時峰值功率的大幅提升,加快了材料溫度上升的速度,使達到氣化閾值的時間越短,加工時對材料的熱損傷越小。于此,為驗證這一理論,我們使用表1中的量澤皮秒光纖激光器對切割 PI覆蓋膜的工藝進行了研究。
首先,我們在 0.5mil厚度的 PI覆蓋膜上做切割3mm*3mm方孔試驗,本試驗的目的主要是:1.驗證試驗激光器切割 PI覆蓋膜的能力;2.驗證量澤皮秒光纖激光器切割 PI 覆蓋膜的熱損傷情況。如圖 3所示,將切樣在 50倍放大狀態(tài)下觀察,PI 覆蓋膜切割后邊緣很平整,下層環(huán)氧樹酯以及PI 材料本身未見有碳化現(xiàn)象。這一試驗證明試驗樣機具備切割PI 覆蓋膜的能力,而且由于脈寬窄,峰值高,切割時對材料的熱損傷極小,不會引起PI材料以及樹酯粘合劑的碳化不良。
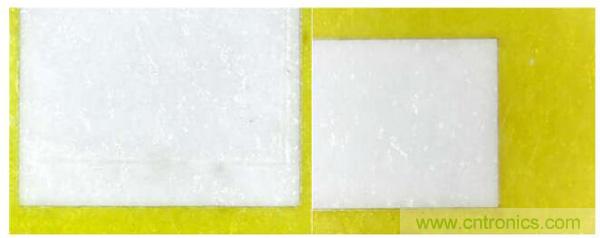
圖3.皮秒光纖激光器PI 膜開窗(左圖為 0.5mil 厚,右圖為 1mil 厚)
為進一步驗證量澤皮秒光纖激光器切割 PI覆蓋膜時的熱損傷情況,我們在 0.5mil厚的PI 覆蓋膜上做了切割 128PIN QFP IC的試驗。將QFP-128 IC的 PIN寬設為0.3mm,PIN間距設為 0.2mm,試驗圖樣如圖4 所示。在切割完所有PIN孔后,PI材料仍保持很好的平整度,經(jīng)在顯微鏡下測量,切割后的PIN 間距離為 0.203mm,未有材料收縮現(xiàn)象;切口邊緣平整,無碳化不良。試驗證明量澤皮秒光纖激光器具備在 PI覆蓋膜上加工高密度孔的能力,而且因脈沖寬度較窄,其產(chǎn)生的熱影響不會導致材料的收變形和碳化,能夠保證材料加工后的尺寸精度。
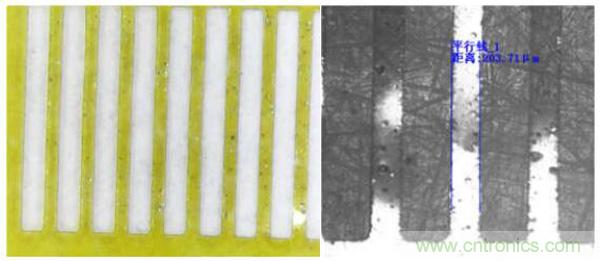
圖4.皮秒光纖激光器切割128PIN QFP IC
本文主要闡述了納秒紫外激光和紅外量澤皮秒光纖激光器切割 FPC PI覆蓋膜的原理及特性,通過使用自主研制的光纖紅外量澤皮秒光纖激光器對切割PI 覆蓋膜的工藝進行了試驗。經(jīng)過上述試驗,我們證實了紅外波長量澤皮秒光纖激光器具備 PI 覆蓋膜開窗的能力,且加工質(zhì)量較好,同時經(jīng)我們使用幾種不同參數(shù)的試驗樣機試驗,證明當激光頻率一定時,脈沖能量的大小將影響切割的能力以及速度,脈沖寬度越窄,切口碳化的程度越小。



